Why Stainless Steel Packaging Equipment Matters in Food and Refrigerated Environments
In food processing and packaging operations, equipment materials play a critical role in maintaining sanitation, ensuring product safety, and supporting reliable production. Stainless steel has become the preferred material for packaging machinery used in food production and refrigerated environments because it offers superior hygiene, corrosion resistance, and durability compared to other materials.
For manufacturers packaging food products, stainless steel equipment helps maintain strict sanitation standards while providing dependable long-term performance.
At Eastey, several machines are designed specifically for these demanding applications, including the SB-2EX Stainless Steel Case Taper, VSA1825S Stainless Steel Value Series L Sealer, and VST1710S Stainless Steel Shrink Tunnel—each engineered to perform reliably in sanitary food-packaging environments.
So, what makes stainless steel the ideal choice for food packaging machinery?
1. Hygiene and Food Safety
Maintaining sanitary conditions is one of the most critical requirements in food processing facilities.
Non-Porous and Easy to Clean
Stainless steel features a smooth, non-porous surface that resists bacterial buildup, mold, and other contaminants. This allows equipment to be thoroughly cleaned and sanitized during routine washdowns, helping prevent cross-contamination between products.
Resistant to Biofilm Formation
Unlike plastics or coated metals, stainless steel does not easily harbor microbial films that can be difficult to remove. Its hygienic properties help manufacturers meet strict sanitation standards set by agencies such as the U.S. Food and Drug Administration, United States Department of Agriculture, and European Hygienic Engineering & Design Group.
These characteristics make stainless steel packaging equipment ideal for food, beverage, and refrigerated packaging environments where sanitation is essential.

2. Corrosion and Moisture Resistance
Food production areas frequently involve moisture, aggressive cleaning agents, and exposure to food acids—all of which can damage standard metals over time.
Superior Corrosion Resistance
Common stainless steel grades such as 304 and 316 resist corrosion from water, sanitizers, and food ingredients. Grade 316 stainless steel contains molybdenum, which improves resistance to chlorides and harsh cleaning chemicals often used in food facilities.
Prevents Rust
Refrigerated environments are highly humid, and condensation is common. Stainless steel naturally resists rust formation, helping maintain sanitary surfaces and prolong equipment life.

3. Performance in Refrigerated and Cold Environments
Packaging operations that move products directly into cold storage or refrigerated distribution require equipment that performs reliably in low temperatures.
Maintains Structural Integrity
Unlike some plastics or carbon steel components, stainless steel does not become brittle in cold conditions. It retains its strength and durability even during continuous temperature cycling.
Handles Condensation and Thermal Shock
Temperature changes—from warm production areas to chilled environments—can cause materials to warp or crack. Stainless steel withstands these variations without compromising structural integrity, making it ideal for refrigerated packaging lines and high-heat sterilization processes.

4. Durability and Mechanical Strength
Packaging machinery must withstand constant use, impacts, and frequent cleaning.
Long Equipment Lifespan
Stainless steel construction provides excellent mechanical strength, allowing equipment to endure the rigors of daily production environments.
Reduced Maintenance
While stainless steel machines may require a higher upfront investment, their durability and resistance to corrosion often lead to lower maintenance requirements and less downtime over time.

5. Resistance to Cleaning Chemicals
Food facilities rely on strong cleaning and sanitation procedures.
Stainless steel is highly resistant to detergents, sanitizers, and acidic or alkaline cleaning solutions commonly used in washdown processes. This prevents degradation, discoloration, or contamination risks that could occur with other materials.

6. Functional and Aesthetic Advantages
Beyond hygiene and durability, stainless steel equipment also offers practical operational benefits.
- Clean, professional appearance that supports sanitary facility standards
- Compatibility with sensors, automation components, and packaging systems
- Non-reactive material that will not affect the taste, smell, or integrity of packaged food products

Stainless Steel Solutions from Eastey
For food manufacturers seeking reliable packaging equipment designed for hygienic environments, Eastey offers a full range of stainless-steel packaging solutions—from case tapers and L-sealers to shrink tunnels, accumulation tables, and conveyors.
Highlighted options include the SB-2EX Stainless Steel Case Taper, which ensures consistent, secure sealing of corrugated cases used in food distribution, and the VSA1825S Stainless Steel Vertical L-Sealer, designed for efficient shrink wrapping while meeting strict sanitary standards. When paired with the VST1710S Stainless Steel Shrink Tunnel, these systems create a fully integrated, stainless-steel shrink-packaging solution built for cleanliness and performance.
The Long-Term Value of Stainless-Steel Packaging Equipment
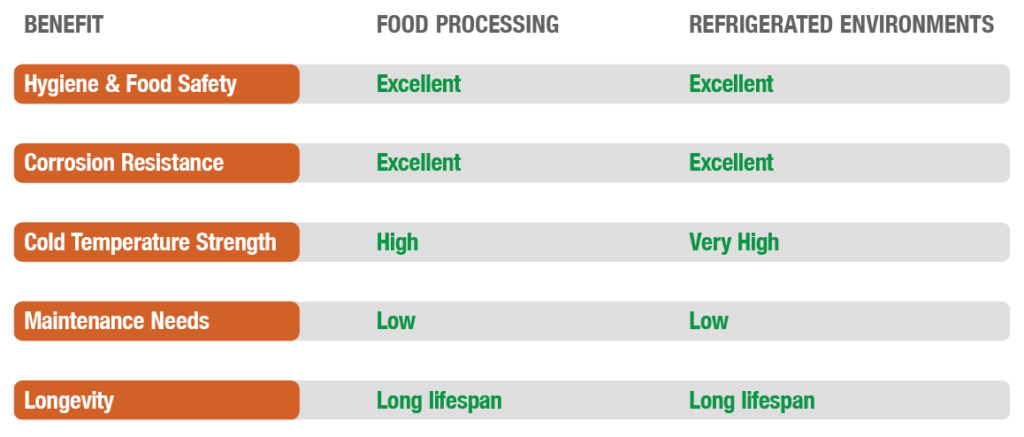
Stainless steel packaging machinery provides a combination of sanitation, durability, and performance that is essential for modern food processing operations. While the initial investment may be higher than alternative materials, the benefits—including reduced maintenance, longer equipment life, and improved food safety—deliver significant long-term value.
For food manufacturers operating in refrigerated or high-sanitation environments, stainless steel equipment is not just an upgrade—it’s a necessity for maintaining product integrity and operational reliability.
{kind=link}